

现在的位置:主页 > 综合新闻 >
高分子材料与工程虚拟仿真实验教学项目--注塑机
【作者】:网站采编【关键词】:【摘要】:在日常生活中,你可能会经常问到,各种形状的塑料制品是怎么做出来的呢? 所谓的塑料(plastic),即可塑性材料,升温后材料变软,此时可以对其进行塑形;降温后材料变硬,此时材料具
在日常生活中,你可能会经常问到,各种形状的塑料制品是怎么做出来的呢?
所谓的塑料(plastic),即可塑性材料,升温后材料变软,此时可以对其进行塑形;降温后材料变硬,此时材料具有一定的力学强度和使用价值。塑料成型方法分很多种,如果成型的物件的截面是均一的形状,那就会用到挤出成型,就像挤牙膏一样,不仅仅是管道、线材等简单普通的形状,也包括门窗等一些形状比较奇怪的异型材:
生活中很多塑料制品需要用模具来对材料进行定型,就像小时候玩的橡皮泥,把橡皮泥放在模具中,给以压力,则会得到很漂亮的艺术品(注:橡皮泥主要成分为液体石蜡,常温即呈软态,不需加热即可定型,力学性能差,不属我们讨论的高分子材料范畴,但相似)。塑料也一样,将塑料原料熔融后变成流体,给以压力使其充满整个模具(模腔),然后冷却定型,这样就会得到和形状模具匹配的产品。
注射成型是热塑性塑料成型中应用最为广泛的一种成型方法,最常用的设备是注塑机。注塑机能加热塑料原料,对熔融态的塑料施加压力,使其射出而充满模具型腔。注塑机主要由注射系统、注塑模具和锁模系统三大部分组成。

软件简介
软件目的
面向高分子材料专业学生及专业操作人员,对注塑机设备进行学习,了解注射成型基本工艺原理、操作及参数控制,以满足教学、科研和生产需要。
两种操作模式:
注塑机软件分为演示模式和操作模式两种实习模式。演示模式下可自动模拟注射成型每一步的操作,学员只需点击步骤即可学习每一步操作;操作模式下,给出具体操作步骤,学员可点击相应开关或按钮对设备进行实际操作。

软件界面
软件知识点里有丰富有趣的原理、工艺动画,学生可通过对设备进行可视化拆解,了解设备的运行原理、工艺流程等,加深学生对注射成型这一成型工艺的了解。





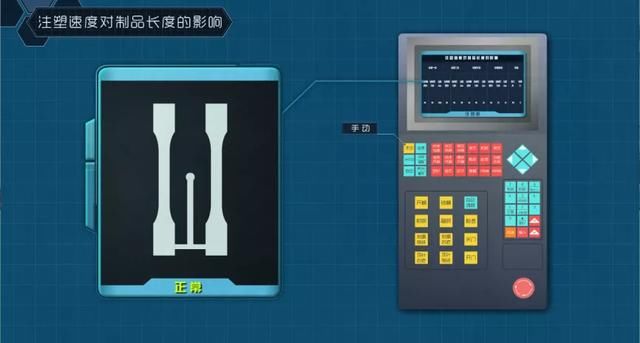
工艺参数
学生可通左右滑动查看
过交互操作,对注射量(位置)、注射速度、注射压力三个因素对制品的影响进行研究性学习:注射四段和保压段,在何种工艺条件下,产品会产生欠料缺料、飞边溢料等瑕疵。由此可引导学生进行工艺参数的调整,以满足各种生产需求。


注塑机操作
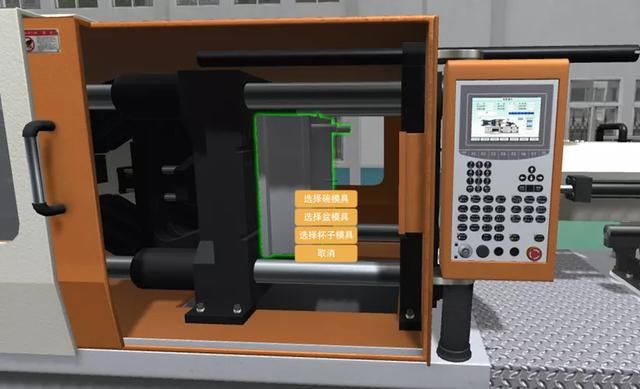 01 选择模具
01 选择模具
 02 设置注塑机参数
02 设置注塑机参数
 03 加料
03 加料
 04 注射
04 注射
 05 射退
05 射退
 06 脱模
06 脱模
在操作模式下,操作错误后会有可爱的提示:

并且是记录成绩的哦。如果你能顺利完成本次实验,那么恭喜你已经熟练掌握了注塑机的基本操作哦(?ω?)
生产实例(举个栗子)
我们使用软件中的碗模具举个简单的栗子:塑料碗的生产需要模具对其成型,并且模具设计时需要做到可以使碗各方向均匀地凹进去(即需阳模和阴模)。
我们可选用食用级聚丙烯(Polypropylene,简称PP)材料制作,这种材料成本低、易成型、且无味无毒、耐高温、韧性好,熔点165℃,在155℃左右软化,使用温度范围为-30~140℃,是非常优秀且应用广泛的材料。并且聚丙烯是唯一可以放进微波炉里安全加热的塑料!
我们将聚丙烯颗粒状原料(可配合其他助剂)倒入料斗,物料在柱塞的推动下进入料筒,在料筒内加热,并被螺杆充分挤压塑化,使熔体塑化均匀,这时材料呈流体状未定型。然后通过一定压力经过喷嘴喷出到模具内,模具的模腔内压力上升,当熔体充满模腔后,冷却定型,然后脱模。这样我们用的碗就做好了。
文章来源:《工程与试验》 网址: http://www.gcysyzz.cn/zonghexinwen/2020/0923/767.html